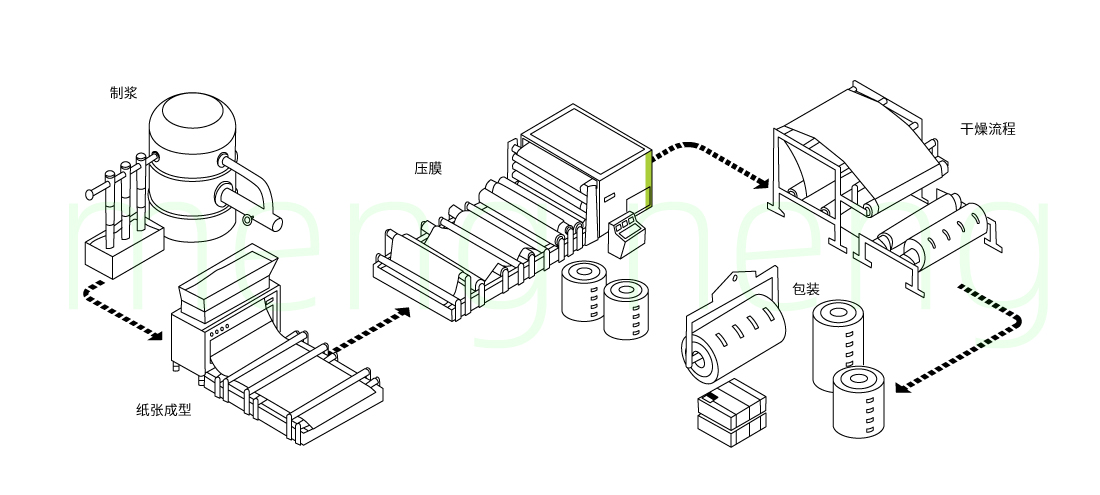
مصنع الورق هو مصنع يتم فيه إنتاج الورق من خلال خط إنتاج ميكانيكي. هناك نوعان من صناعة الورق: ميكانيكي يدوي. في صناعة الورق الميكانيكية، يتم إجراء العملية بشكل مستمر على ماكينة صنع الورق، حيث يتم تخفيف اللب المناسب لجودة الورق بالماء حتى تركيز معين. يتم إزالة الماء الأولي من اللب في جزء الشبكة للماكينة، مما يشكل أوراق ورقية رطبة، ثم يتم ضغطها لإزالة الماء وتجفيفها لتشكيل الورق. في صناعة الورق اليدوي، يتم استخدام إطار مزود بحصير من الخيزران أو شبكة بوليستر أو أسلاك نحاسية لجمع الألياف المعلقة في الماء، مما يشكل أوراق ورقية رطبة. بعد الضغط لإزالة الماء، يتم تجفيف الورق إما في الهواء أو في فرن.
خلفية التآكل
أساس التصميم
خزان اللب
معدات صناعة اللب
آلة الورق
هيكل فولاذي للمراجل
خلفية التآكل في مصانع الورق
I. خلفية التآكل في مصانع الورق
الورق هو مادة أساسية في حياة الإنسان الحديثة وفي الإنتاج، فهو ليس فقط من المستلزمات الثقافية بل أيضاً من المواد الصناعية الهامة. صناعة الورق هي أحد القطاعات المهمة في الاقتصاد الوطني وهي صناعة تقليدية.
في صناعة الورق الصينية، يستخدم العديد من المصانع طريقة القلوي في صناعة اللب، والمواد الكيميائية الرئيسية هي الصودا الكاوية، والكلور السائل، وكبريتات الألومنيوم. إدارة المعدات في مصانع الورق لا يمكن أن تكتمل دون الاهتمام بمسألة حماية المعدات من التآكل، وهي مهمة حيوية.
كما هو معروف، فإن مشكلة التآكل تعد من القضايا الرئيسية في الإنتاج الصناعي. في الصناعات المحلية، تجاوزت الخسائر الاقتصادية الناتجة عن تآكل المعدات 10 مليارات يوان. في صناعة الكيماويات، أصبح التآكل مشكلة كبيرة. تتراوح آثار تآكل المعدات من مشكلات بسيطة مثل التسريبات، وتلوث البيئة، وإهدار الطاقة، وتدهور الجودة، وزيادة التكاليف، إلى آثار خطيرة مثل تهديد السلامة الشخصية، وتعطل الإنتاج، وتقليل الأرباح.
أصبحت حماية المعدات من التآكل من أولويات العمل في المصانع.
المعايير المرجعية
I. المعايير المرجعية
المعايير الوطنية الحالية، الأنظمة ذات الصلة، والأحكام الإلزامية للمعايير؛
"قواعد تنفيذ وقبول أعمال مكافحة التآكل للبناء" (GB50212-2002)
"معيار درجة تآكل سطح الفولاذ قبل الطلاء ومعيار إزالة الصدأ" (GB8923-1988)
"لوائح السلامة لأعمال الطلاء وقواعد إدارة السلامة" (GB6514-1995)
"لوائح السلامة لأعمال الطلاء، سلامة عملية الطلاء وتنقية التهوية" (DJ/T6931-1999)
"قواعد تنفيذ وقبول أعمال مكافحة التآكل للمعدات الصناعية والأنابيب" (HGJ229-91)
"لوائح السلامة لأعمال الطلاء وسلامة عملية التحضير السطحي" (GB7692-87)
"حدود الضوضاء في مواقع البناء" (GB12523-90)
مستندات نظام إدارة الجودة ISO9001
مستندات نظام إدارة البيئة ISO14001
مستندات نظام إدارة الصحة والسلامة المهنية GB/T28001
أساسيات التصميم
I. أساسيات التصميم
الظروف البيئية: يمكن تحديد مستوى التآكل الناجم عن البيئة الجوية على الهياكل الفولاذية في المباني وفقًا للجدول 1.
تصنيف التآكل الجوي وأمثلة بيئية نموذجية
مستوى التآكل
خسارة الكتلة والسمك لكل وحدة مساحة (بعد السنة الأولى من التعرض)
أمثلة بيئية نموذجية في المناخات المعتدلة (للغرض المرجعي فقط)
الصلب الكربوني
الزنك
خارجي
داخلي
خسارة الكتلة
خسارة السمك
خسارة الكتلة
خسارة السمك
/غ·م²
/مكرومتر
/غ·م²
/مكرومتر
C1 منخفض جدا
≤10
≤1.3
≤0.7
≤0.1
/
المباني الداخلية المدفأة، هواء نظيف، مثل المكاتب والمتاجر والمدارس والفنادق
C2 منخفض
>100-200
>1.3-25
>0.7-5
>0.1-0.7
البيئة الجوية ذات مستوى التلوث المنخفض، مناطق ريفية في الغالب
المباني غير المدفأة حيث قد يحدث التكثف (مثل المخازن، الصالات الرياضية، إلخ)
C3 متوسط
>200-300
>25-50
>5-15
>0.7-2.1
الأجواء الحضرية والصناعية، تلوث متوسط بثاني أكسيد الكبريت، والمناطق الساحلية ذات الملوحة المنخفضة
المصانع ذات درجات الحرارة المرتفعة وبعض التلوث الجوي، مثل مصانع معالجة المواد الغذائية، محطات الغسيل، مصانع الجعة، مصانع الألبان، إلخ
C4 مرتفع
>400-650
>50-80
>15-30
>2.1-4.2
المناطق الصناعية والمناطق الساحلية ذات الملوحة المتوسطة
المصانع الكيميائية، حمامات السباحة، السفن الساحلية، وأحواض بناء السفن، إلخ
C5 مرتفع جدا
>650-1500
>80-200
>30-60
>4.2-8.4
مناطق صناعية ذات رطوبة عالية وظروف جوية قاسية، بالإضافة إلى المناطق الساحلية ذات الملوحة العالية
المباني والمناطق التي تشهد تكثفًا مستمرًا وتلوثًا مرتفعًا
CX استثنائي
>1500-5500
>200-700
>60-180
>8.4-25
المناطق البحرية ذات الملوحة العالية والمناطق الصناعية في المناطق الاستوائية وشبه الاستوائية ذات الرطوبة العالية والجو العدواني
المناطق الصناعية ذات الرطوبة العالية والأجواء المسببة للتآكل
ملاحظة: القيم المستخدمة لتعريف مستويات التآكل هي نفس القيم المعتمدة في ISO 9223.
حل مكافحة التآكل بطلاء حوض اللب في مصنع الورق
تحليل عوامل التآكل في خزانات اللب
تحتوي خزانات اللب على خليط من اللب، الحمض، القلويات والمبيضات. عادة ما تتراوح درجة الحرارة من 70 إلى 80 درجة، مما يسرع من تأثير التآكل الناجم عن الوسط الحمضي والقلوي على سطح الخزان. بناءً على هذا التحليل للتآكل، يجب أن تتوفر خزانات اللب على متطلبات مقاومة التآكل التالية: مقاومة الحمض، مقاومة القلويات، مقاومة درجات الحرارة العالية، بالإضافة إلى مقاومة الصدمات والتآكل ومنع التسرب.
مبادئ اختيار الدهانات المقاومة للتآكل الثقيلة لخزانات اللب
1. استخدام الطلاء الأساسي الإيبوكسي: هذا الطلاء ذو قدرة اختراق عالية وأداء ممتاز في الإغلاق، وله لزوجة ممتازة مع السطح، كما أنه يتمتع بخصائص مقاومة للقلويات والماء، ويتناغم بشكل جيد مع الطلاءات الوسيطة والطلاء النهائي.
2. استخدام دهانات الإيبوكسي المقاومة للأحماض والقلويات كطبقة وسيطة: هذا الطلاء ذو سماكة جيدة، مقاومة عالية للتآكل، مقاومة للصدمات، مقاومة للانزلاق، مقاومة للأتربة، بالإضافة إلى مقاومته العالية للقلويات ومواد كيميائية أخرى.
3. استخدام دهانات إيبوكسي مقاومة للأحماض والقلويات مع رقائق الزجاج المقاوم للتآكل:
1) توفر الحماية الممتازة ضد التآكل. يتم استخدام الراتينج الإيبوكسي كمواد أساسية، وتستخدم رقائق الزجاج كمواد مضافة. بعد التصلب، تشكل الطبقة الطلاء "طبقة الحراشف" ذات الهيكل الشبكي الذي يوفر مقاومة عالية للتآكل، ومقاومة التسرب المائي، والتهوية، ومقاومة للأحماض، القلويات، الأملاح، والزيوت، بالإضافة إلى مقاومته العالية للمواد المذيبة والصدمات.
2) سمك طبقة الطلاء كبير، والتلوث أقل، مما يسمح بتوفير الوقت والموارد أثناء البناء، وبالتالي تقليل التكاليف الاقتصادية. بسبب محتوى المواد الصلبة العالي، يقل التبخر من المذيبات، مما يقلل من تلوث البيئة.
3) سهل الاستخدام، ويتصلب عند درجة حرارة عادية، ويتميز بطريقة تطبيق بسيطة، ولا يتأثر بظروف البيئة المحيطة، يمكن تحضيره عند الحاجة واستخدامه مباشرة، مما يقلل من تعقيدات التطبيق.
الجدول 1: استخدام تقنية الطلاء الجرافيتي في خزانات اللب
Im2؛ ماء البحر أو المياه المالحة: الهياكل المغمورة بدون حماية كاثودية (على سبيل المثال: المناطق البحرية، مثل البوابات، البوابات المائية أو المصدات)
عمر التصميم
VH عمر طويل جدا
معالجة السطح
ISO 8501-1 St2: إزالة الصدأ بشكل كامل باستخدام الأدوات اليدوية والكهربائية. يجب أن يكون سطح الفولاذ خاليًا من الدهون والأوساخ المرئية، وأن لا يحتوي على أكاسيد أو صدأ أو طبقات طلاء غير متماسكة.
موقع الطلاء
خزانات اللب التي تحتوي على خليط من اللب والحمض والقلويات والمبيضات. تتراوح درجة الحرارة عادة بين 70 و80 درجة، مما يسرع من تأثير التآكل.
في عملية إنتاج اللب والورق، غالبًا ما تتعرض المعدات للمواد المسببة للتآكل مثل الأحماض، القلويات، الأملاح، الغازات المسببة للتآكل، وكذلك الكائنات الدقيقة التي تؤثر بشكل كبير على المعدات، مما يؤدي إلى تآكلها وتسبب تأثيرات سلبية على الإنتاج مثل زيادة استهلاك المواد الخام، وتدهور البيئة الإنتاجية، وفي الحالات الخطيرة قد يؤدي إلى عدم قدرة المعدات على العمل قبل بلوغ عمرها الافتراضي المتوقع، مما يتطلب استبدالها قبل موعدها. كل هذا يزيد بشكل كبير من تكلفة صناعة الورق ويؤثر سلبًا على الفوائد الاقتصادية للمؤسسة. لذلك فإن دراسة أسباب التآكل في العملية الإنتاجية والبحث عن حلول فعالة، وتنفيذ أعمال الحماية من التآكل له أهمية كبيرة في صناعة اللب والورق.
تتمثل أسباب التآكل بشكل رئيسي في وجود عاملين رئيسيين: الأسباب الكيميائية والأسباب الميكروبيولوجية.
1) التآكل الناتج عن الأسباب الكيميائية: تحتوي المياه المستخدمة في صناعة الورق عادةً على العديد من المواد الكيميائية المساعدة التي يمكن اعتبارها محاليل إلكتروليتية، حيث تتسبب التفاعلات الكهروكيميائية على سطح المعدات المعدنية في حدوث التآكل.
2) التآكل الناتج عن الأسباب الميكروبيولوجية: يمكن أن تعيش الكائنات الدقيقة جنبًا إلى جنب مع المواد الخام في بيئة الإنتاج. في أنظمة إنتاج الورق، يمكن للكائنات الدقيقة مثل بكتيريا اختزال الكبريت، بكتيريا الحديد الخيطية والبكتيريا الكبريتية أن تسبب التآكل في المعدات. تنتج هذه الكائنات حمضًا عضويًا وغير عضوي، مما يؤدي إلى ترسيب الألياف أو الحشوات أو الأملاح غير العضوية على سطح المعدات. تحت هذه الترسبات يصبح سطح المعدن في المعدات هو القطب السالب، مما يؤدي إلى تشكيل خلايا تآكل.
الجدول 1: استخدام تقنية الطلاء بالجرافين في معدات تصنيع اللب
تتميز خطوط الإنتاج الخاصة بماكينات الورق بتعقيدها من حيث طول العملية، وتنوع المواصفات والنماذج، وكثرة الأنظمة. في هذه العملية، يؤدي تعطل أي آلة أو جزء إلى توقف الإنتاج بالكامل، مما يسبب خسائر اقتصادية كبيرة للمؤسسة. لذلك، يُعد الصيانة والإصلاح الدوري للمعدات من الأساسيات لضمان سير العمل الطبيعي للمصنع، وهو أيضًا من النقاط الأساسية في إدارة الصيانة.
الأسباب الرئيسية للأعطال الميكانيكية في معدات ماكينة الورق:
1) التآكل الناتج عن الاحتكاك: يتسبب الاحتكاك المستمر مع الشبكة النحاسية، اللب، الأقمشة أو الأجزاء الأخرى المتآكلة مثل الكسارات، مضخات اللب، ألواح الخزانات الفراغية، أجهزة إزالة الرمال، أسطوانات الضغط، أسطوانات الترشيح، وما إلى ذلك في تآكل الأجزاء والمعدات. السبب الآخر هو الحركة المتكررة للأجزاء المتحركة بين الأجزاء المختلفة، مثل رؤوس البخار، الأسطوانات الفراغية، الشفرات، الأسطوانات الهوائية ومضخات الفراغ.
2) التزييت: يتصل التدوير الميكانيكي مع المحامل بشكل مباشر. حيث توجد العديد من الأسطوانات في الماكينة، مع مئات من المحامل بأحجام وأنواع متعددة، لذا فإن إدارة التزييت أمر ضروري للغاية. خاصة عندما تتأثر الماكينة بالماء والتحميل الثقيل ودرجات الحرارة المرتفعة، فإن الزيوت المُستخدمة تتعرض للتبخر أو الفقدان أو التدهور، مما يؤدي إلى تلف المحامل والأسطح التلامسية. لذلك فإن فحص فترات التزييت بشكل دوري أمر بالغ الأهمية.
3) التعب: المعدات التي تعمل تحت تحميل ثقيل وتشغيل مستمر يمكن أن تتعرض للتلف الناتج عن التعب. على آلة الورق، هناك أجزاء تكون مقيدة من خلال الهيكل الميكانيكي ومبدأ التشغيل، ولا يمكن أن تتحمل هذه الأجزاء درجات عالية من الإجهاد لتجنب حدوث تلف. يمكن حل هذه المشكلة من خلال الصيانة الوقائية والترميمات التقنية.
تعتبر الغلايات من المعدات الأساسية في مصانع الورق. تواجه الغلايات مشكلة التآكل سواء أثناء التشغيل أو أثناء فترات التوقف. نظرًا لأن عملية التآكل بطيئة في البداية ولا تكون ملحوظة في البداية، فقد لا تهدد سلامة الغلاية بشكل مباشر ولا يتم أخذها بعين الاعتبار. ولكن بمجرد أن يبدأ التآكل في التكون، فإنه سيؤثر بشكل مباشر على التشغيل الآمن للغلاية، وفي الحالات الشديدة قد يؤدي إلى توقف الغلاية، مما يسبب خسائر اقتصادية كبيرة.
يمكن أن يحدث التآكل في الغلاية أثناء فترة التوقف، وتعد المياه والأوكسجين من الشروط الأساسية لحدوث التآكل. بعد إيقاف الغلاية، يدخل الهواء من الخارج إلى نظام جسم الغلاية، ويشكل الغشاء المائي الذي يلتصق بسطح المعدن في جسم الغلاية محلولًا يحتوي على الأوكسجين، مما يؤدي إلى تآكل ذوبان الأوكسجين. سرعة التآكل هنا تكون عشرة أضعاف سرعتها أثناء التشغيل. إضافة إلى ذلك، فإن الرواسب المتبقية تزيد من شدة التآكل. في الغلايات المملوءة بالماء، يعتبر ماء الغلاية، باعتباره من المحاليل الإلكترونية القطبية، هو الذي يحول ذرات الحديد إلى أيونات حديدية موجبة، وهذا نوع من التآكل الكهروكيميائي.
مع تآكل ذرات الحديد، تتكون المزيد من الحفر، مما يؤثر على استقرار الهيكل العام للغلاية. يمكن أن يحدث التآكل في أي جزء من أجزاء الغلاية دون وجود نمط معين في توزيعه. تتجمع المنتجات الناتجة عن التآكل على سطح الغلاية، مما يشكل منتجات تآكل مرئية. اعتمادًا على توفر الأوكسجين، يمكن أن تشمل هذه المنتجات FeO و Fe2O3 و Fe3O4.
الجدول 1: استخدام تكنولوجيا الطلاء بالجرافين في هيكل غلاية الصلب
C5 مرتفع؛ خارجي: مناطق صناعية ذات رطوبة عالية وظروف جوية قاسية ومناطق ساحلية ذات ملوحة عالية
المدة التصميمية
H طويل
المعالجة السطحية
ISO 8501-1 Sa2.5: إزالة الصدأ بشكل كامل بواسطة الرش أو التفجير. يجب أن يكون سطح الفولاذ خاليًا من أي زيت أو أوساخ أو أكاسيد أو صدأ أو طلاء، ولا ينبغي أن يكون هناك أي بقايا مرئية سوى بقع خفيفة أو خطوط.
ISO 12944 هو معيار تم تطويره لحماية الهياكل الفولاذية من التآكل بواسطة الدهانات، ويحدد البيئة التآكلية، عمر الحماية من التآكل، توافق الدهانات، وسمك الفيلم.
نحن نقدم خدماتنا للهندسة البلدية، والصناعة الكيميائية، ومحطات توليد الطاقة، ومصانع الهياكل الفولاذية، ومحطات معالجة مياه الصرف الصحي، مع العديد من الحالات الناجحة والخبرة.



 خلفية التآكل
خلفية التآكل  خزان اللب
خزان اللب  معدات صناعة اللب
معدات صناعة اللب  آلة الورق
آلة الورق  هيكل فولاذي للمراجل
هيكل فولاذي للمراجل